-

- 聊城睿诺伟业钢铁销售有限公司
-
全国服务咨询热线:
18865124444
18865124444


热门搜索:



产品描述
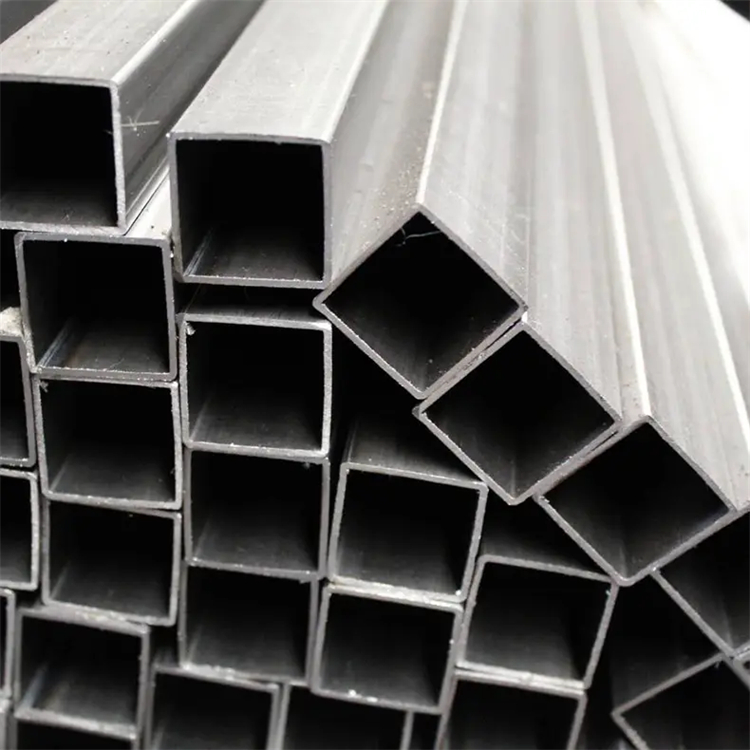
ASTM A500 .B 是美标冷成型焊接和无缝碳钢结构管材中的一种等级。以下是关于 ASTM A500 .B 美标无缝方矩管的详细介绍:
标准概述:ASTM A500 是美国材料与试验协会(ASTM)的关于冷成型焊接和无缝碳钢结构管材的标准规范,涵盖了圆形、方形和矩形管材。该标准将钢材分为 A、B、C、D 四个等级,不同等级适用于不同强度要求的结构。
性能特点
强度:其屈服强度小值为 42000 磅 / 平方英寸(约 290MPa),抗拉强度小值为 58000 磅 / 平方英寸(约 400MPa)。
加工性能:具有良好的延展性,易于弯曲、压扁、切割、冲孔、扩口和翻边等加工操作,也可通过常用的焊接技术进行焊接。
尺寸规格:无缝方矩管的边长规格一般在 10mm×10mm 到 1200mm×1200mm 之间,厚度在 0.6mm 到 60mm 之间,长度通常为 4 米到 12 米每根。
应用领域:由于其具有良好的强度和加工性能,ASTM A500 .B 无缝方矩管广泛应用于建筑框架、车架、拖车、栏杆、机械制造、冶金行业、农业温室、汽车工业、铁路、公路护栏等领域。
表面处理:为了提高耐腐蚀性和美观性,该管材可进行多种表面处理,如涂漆、涂油、热镀锌、冷镀锌等。
ASTM A500 .B 是美标冷成型焊接和无缝碳钢结构管材中的一种等级。以下是关于 ASTM A500 .B 美标无缝方矩管的详细介绍:
标准概述:ASTM A500 是美国材料与试验协会(ASTM)的关于冷成型焊接和无缝碳钢结构管材的标准规范,涵盖了圆形、方形和矩形管材。该标准将钢材分为 A、B、C、D 四个等级,不同等级适用于不同强度要求的结构。
性能特点
强度:其屈服强度小值为 42000 磅 / 平方英寸(约 290MPa),抗拉强度小值为 58000 磅 / 平方英寸(约 400MPa)。
加工性能:具有良好的延展性,易于弯曲、压扁、切割、冲孔、扩口和翻边等加工操作,也可通过常用的焊接技术进行焊接。
尺寸规格:无缝方矩管的边长规格一般在 10mm×10mm 到 1200mm×1200mm 之间,厚度在 0.6mm 到 60mm 之间,长度通常为 4 米到 12 米每根。
应用领域:由于其具有良好的强度和加工性能,ASTM A500 .B 无缝方矩管广泛应用于建筑框架、车架、拖车、栏杆、机械制造、冶金行业、农业温室、汽车工业、铁路、公路护栏等领域。
表面处理:为了提高耐腐蚀性和美观性,该管材可进行多种表面处理,如涂漆、涂油、热镀锌、冷镀锌等。
5 篇资料
ASTM A500 .B无缝方矩管的焊接方法有哪些?
ASTM A500 .B 无缝方矩管属于低碳钢结构管材(碳含量通常较低,一般≤0.23%),具有良好的焊接性,适用于多种常规焊接方法。以下是其常用的焊接方法及特点:
1. 电弧焊(Shielded Metal Arc Welding, SMAW)
原理:通过焊条与工件之间产生的电弧热量熔化金属,焊条皮同时提供保护气体和熔渣,防止焊缝氧化。
特点:
设备简单、操作灵活,适用于各种位置(平焊、立焊、横焊、仰焊)和野外作业。
对坡口准备要求相对较低,适合焊接中等厚度(通常 3~20mm)的方矩管。
适用场景:现场安装、结构连接等中小型焊接需求。
2. 熔化气体保护焊(Gas Metal Arc Welding, GMAW/MIG 焊)
原理:采用连续送进的焊丝作为电,通过惰性气体(如氩气)或活性气体(如二氧化碳与氩气的混合气)保护熔池,避免大气污染。
特点:
焊接、焊缝成形美观,适合中厚板(3~30mm)焊接。
可实现自动化或半自动操作,适合批量生产。
注意事项:需注意气体保护效果,避免风大环境影响保护,导致气孔等缺陷。
3. 钨气体保护焊(Gas Tungsten Arc Welding, GTAW/TIG 焊)
原理:利用钨(不熔化)与工件间的电弧加热金属,通过惰性气体(氩气为主)保护熔池,通常需单添加焊丝(也可自熔)。
特点:
焊缝质量高、热影响区小,适合薄壁(≤6mm)或对焊缝精度要求高的场合。
焊接速度较慢,成本相对较高。
适用场景:管道打底焊、薄壁方矩管连接、要求无飞溅的精密结构。
4. 埋弧焊(Submerged Arc Welding, SAW)
原理:焊丝与工件间产生电弧,熔化的金属被一层颗粒状焊剂覆盖(形成 “埋弧”),焊剂起到保护、脱氧和合金化作用。
特点:
焊接电流大、熔深大,适合厚壁(≥8mm)方矩管的长直焊缝或环缝焊接。
自动化程度高,焊缝成形均匀,生产。
局限性:主要适用于平焊位置,对坡口加工精度要求较高。
5. 电阻焊(Resistance Welding)
原理:通过电流流经工件接触点产生的电阻热熔化金属,同时施加压力使焊缝结合(如闪光对焊、点焊)。
特点:
焊接速度快、无材料,适合薄壁方矩管的对接或交叉连接。
对设备精度要求高,需严格控制电流和压力参数。
适用场景:批量生产中的短管对接、框架节点连接等。
焊接注意事项
焊接材料匹配:应选用与 ASTM A500 .B 强度匹配的焊条或焊丝(如焊条 E7018,焊丝 ER70S-6),确保焊缝强度不母材。
预热与后热:对于厚度较大(如≥25mm)或低温环境(≤0℃)焊接,建议进行 150~200℃预热,避免冷裂纹;必要时进行去应力退火(如 600~650℃保温后缓冷)。
坡口设计:根据壁厚选择合适的坡口形式(如 I 型、V 型、X 型),保证熔透性,减少未焊透缺陷。
以上方法可根据具体工况(如管材厚度、焊接位置、生产批量等)灵活选择,是确保焊缝强度、韧性与母材匹配,并避免气孔、裂纹等缺陷。
手机网站

微信号码
地址:山东省 聊城 东昌府区 许营镇 聊城市东昌府区湖南路东首博奥克生物科技
联系人:高纪强先生(经理)
微信帐号:18865124444



















