-

- 聊城睿诺伟业钢铁销售有限公司
-
全国服务咨询热线:
18865124444
18865124444


热门搜索:

产品描述
化学成分:含有较高的镍(Ni)和铬(Cr),镍含量在 25% 左右,铬含量在 19% 左右,碳(C)含量较低,还含有锰(Mn)、硅(Si)等元素,这些成分赋予了它的耐高温和耐腐蚀能力。
机械性能:抗拉强度≥540MPa,屈服强度≥345MPa,具有较高的强度和韧性,能承受较大的载荷,且在加工过程中成型,如弯曲、焊接等。
耐高温性能:能够在高达 1150°C 的高温下保持性能稳定,适用于高温设备的制造。
耐腐蚀性强:在多种腐蚀性环境中均能保持稳定,如海洋、化工等行业的腐蚀性介质环境中表现出色。
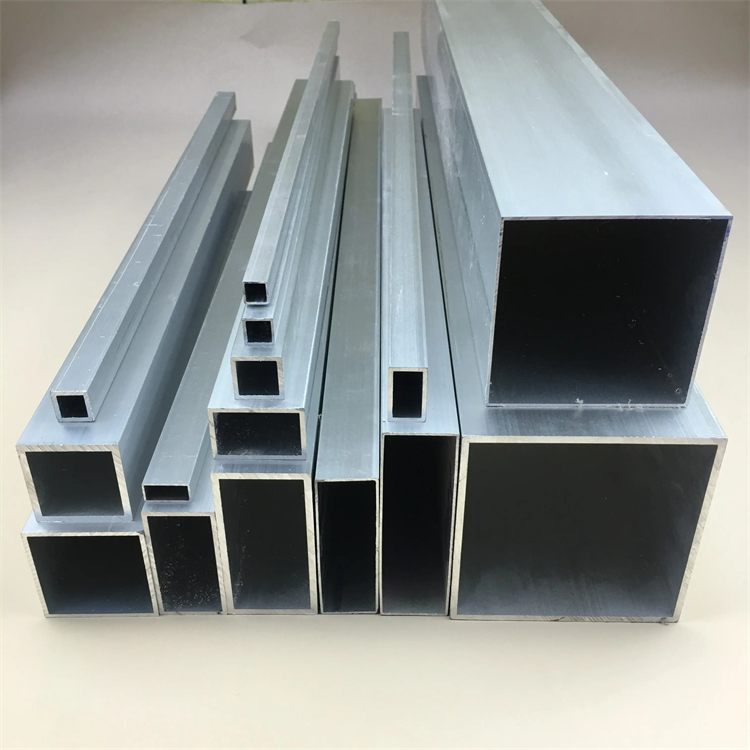
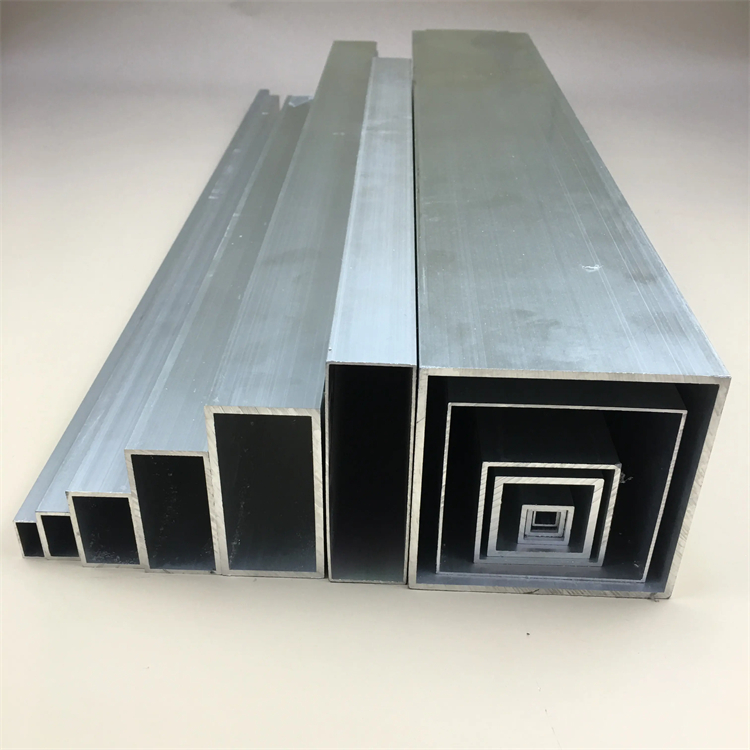
常见规格:方管尺寸常见的有 10x10mm 至 300x300mm 等,矩形管尺寸有 10x20mm 至 300x600mm 等,壁厚一般在 0.5mm 至 20mm 之间,长度通常为 6m、12m 等,也可根据客户需求定制。
国内标准:遵循 GB/T 13296-2015《无缝钢管》和 GB/T 9948-2013《石油裂化用无缝钢管》等。
标准:如 ASTM A312、ASTM A213 等。
化工领域:用于制造反应釜、管道等,能抵抗腐蚀性介质的侵蚀。
热处理设备:如加热炉、热交换器等,其耐高温性能使其成为理想的材料选择。
建筑装饰:可用于建筑的装饰装修,如不锈钢栏杆、扶手等。
其他领域:还应用于石油、食品加工、电力等行业,如石油精炼设备、食品加工机械、燃煤发电的煤气化炉内部构件等。
选材:选用符合标准的 310S 不锈钢圆坯(多为连铸坯或锻坯),其化学成分需严格控制(如 Cr≈25%、Ni≈20%、C≤0.08%),避免因成分不合格影响后续加工性能和成品质量。
坯料检查:对圆坯进行表面质量和内部缺陷检测(如声波探伤、磁粉探伤),去除存在裂纹、缩孔、夹杂等缺陷的坯料,确保原材料纯净。
目的:通过加热使圆坯软化,提高塑性,便于后续穿孔和轧制加工。
工艺参数:将圆坯送入步进式加热炉,加热温度通常控制在 1100~1250℃(因 310S 耐高温性强,需较高温度保证软化效果),加热过程中需均匀升温,避免局部过热或温度不均导致坯料开裂。
保温:根据坯料尺寸确定保温时间,确保坯料内部温度一致,一般保温 1~3 小时,使奥氏体晶粒均匀细化。
目的:将实心圆坯加工为空心的毛管(荒管),是无缝管成型的关键步骤。
工艺方法:采用斜轧穿孔法(常用),将加热后的圆坯送入穿孔机,通过两个呈锥形的轧辊(倾斜一定角度)和定心辊的作用,使坯料逐渐轧制成空心毛管。
注意事项:穿孔过程中需控制轧辊转速、头位置和坯料前进速度,避免出现毛管壁厚不均、椭圆度标或内表面划伤等问题。
冷拔:
先将圆管进行酸洗(去除表面氧化皮,常用 + 混合液)和润滑处理(涂覆润滑剂,减少摩擦)。
将圆管通过模具(方矩型孔模),利用拔管机的拉力使管材通过模具,强制变形为方矩形状。
可多次冷拔,逐步接近目标尺寸,每次冷拔后需进行中间退火(温度约 1050~1100℃,空冷),加工硬化,恢复材料塑性,避免管材脆断。
冷轧:通过多辊轧机对圆管进行轧制,逐步调整辊缝形状,将圆截面轧制成方矩截面,精度冷拔,适合批量生产。
将加热后的圆管坯(温度约 1000~1100℃)放入挤压模具中,通过挤压机施加轴向压力,使管材从模具的方矩型出口挤出,一次成型为方矩管。
热挤压可减少加工步骤,适合壁厚较厚、尺寸较大的管材,但需严格控制挤压温度和压力,避免模具损耗或管材表面缺陷。
定尺切割:根据客户需求,使用锯床或等离子切割设备将方矩管切割为定尺长度(如 6m、12m),切割后需去除毛刺,避免划伤。
矫直:通过矫直机(多辊式或压力式)对管材进行矫直,弯曲变形,保证直线度(通常要求≤1mm/m)。
表面处理:
酸洗:去除加工过程中产生的氧化皮和油污,常用酸洗钝化液处理,形成钝化膜,增强耐腐蚀性。
抛光(可选):对要求较高的表面,通过机械抛光(如砂轮、布轮)或电解抛光,提高表面光洁度(可达 Ra0.8~1.6μm)。
尺寸检测:使用卡尺、千分尺等工具检测方矩管的边长、壁厚、对角线差等,确保符合标准(如 GB/T 13296)。
力学性能测试:抽样进行拉伸试验(检测抗拉强度、屈服强度、伸长率)和硬度测试,保证力学性能达标。
无损检测:对管材进行声波探伤(检测内部缺陷)、水压试验(检测密封性,试验压力≥1.5 倍工作压力),确保无泄漏和内部裂纹。
化学成分复查:通过光谱分析等方法,确认成品的化学成分符合 310S 标准,避免混料。
成品经检验合格后,采用包装(如缠绕膜、木箱),避免运输过程中受潮或划伤。
储存时需放置在干燥通风的仓库,远离腐蚀性介质,防止生锈。
手机网站

微信号码
地址:山东省 聊城 东昌府区 许营镇 聊城市东昌府区湖南路东首博奥克生物科技
联系人:高纪强先生(经理)
微信帐号:18865124444



















